-
ハイライト
2ヘッド連続的な放出のブロー形成
,2つの層の連続的な放出のブロー形成
,2l倍の場所のブロー形成機械
-
材料PE、PP、エヴァのABS、PS
-
最大キャパシティ2L
-
プロダクトプラスチック飲料容器
-
タイプを締め金で止めることタイ・バーのタイプ
-
層2つの層
-
場所倍
-
起源の場所中国
-
ブランド名SHUANGLI
-
証明ISO, CE
-
モデル番号SLBK-55
-
最小注文数量1セット
-
価格Price negotiation.
-
パッケージの詳細標準的な輸出パッケージ
-
受渡し時間20 woking日
-
支払条件L/C、T/T
-
供給の能力1ヶ月あたりにセット100
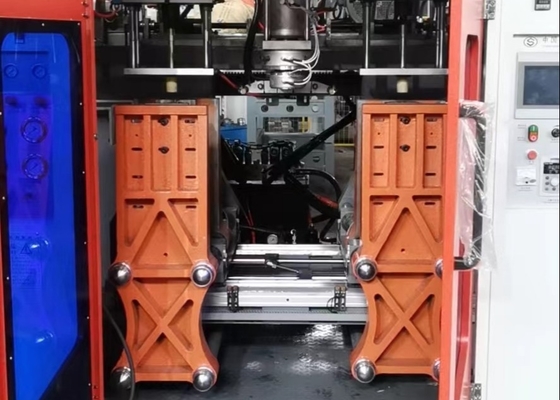
2ヘッド連続的な放出のブロー形成2の層2lの倍の場所
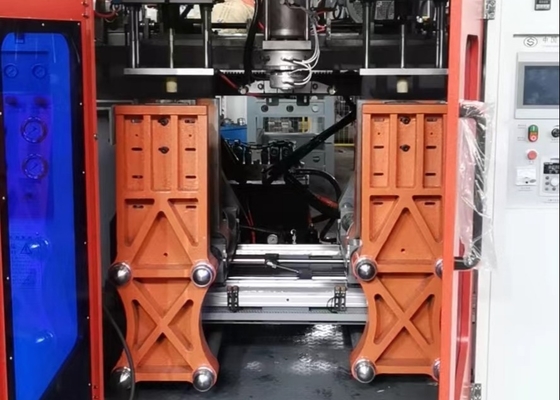
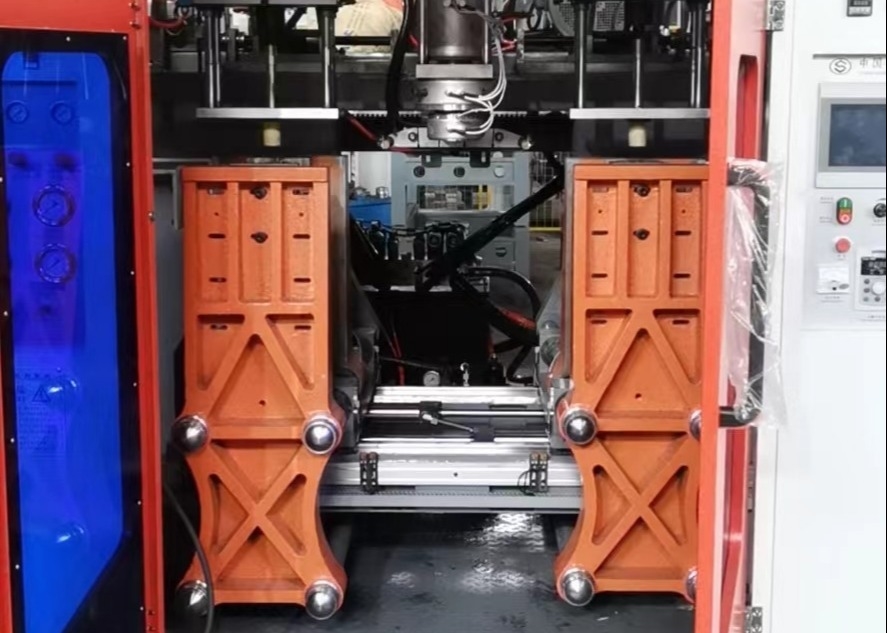

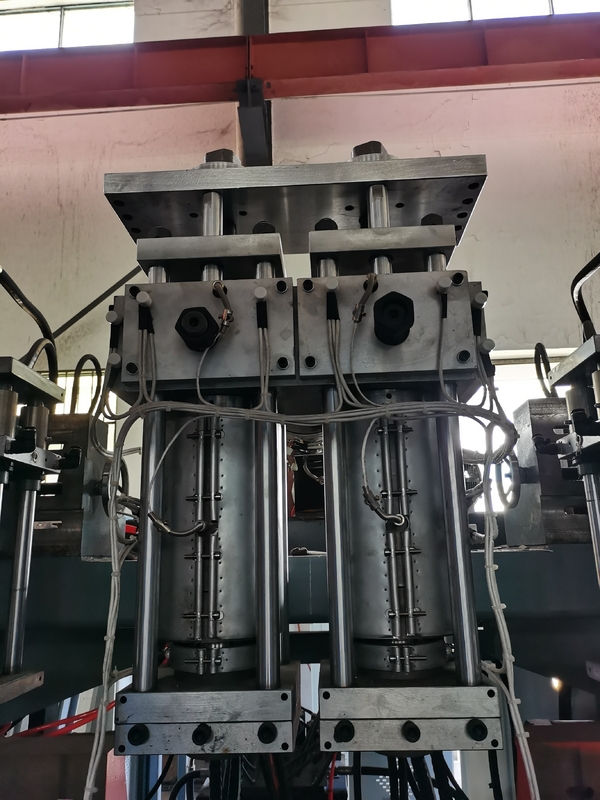
二重場所Kシリーズ タイ・バーの高速は2つの層2つのダイスの頭部プラスチック飲料容器のためのブロー形成機械を
SLBKシリーズ
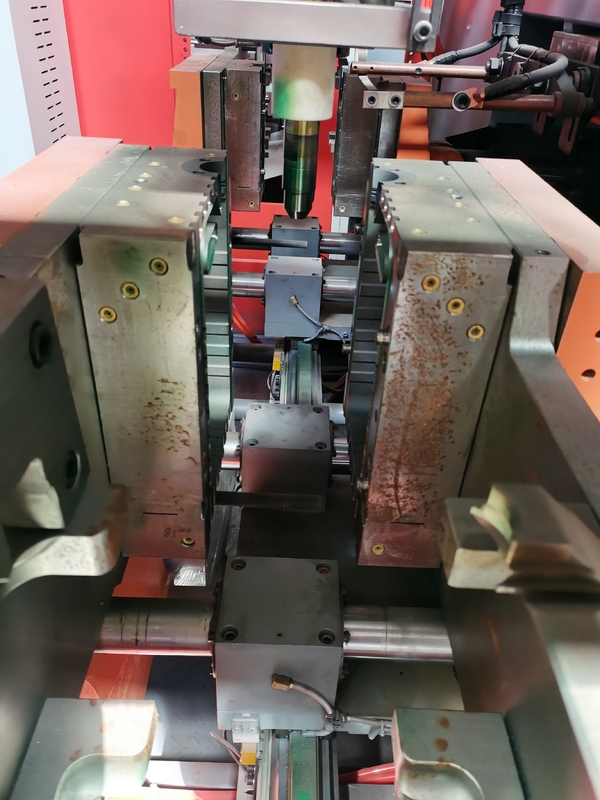
1:型のヘッド メカニズム:割れたタイプの頭部、均一、運ばない材料ではなく、材料を集めないめっきの均一、処理の使用は材料より滑らかである。
2:システムを柔軟にすること:周波数変換モーターは単位およびPLC Techmationを締め金で止める良質の窒化物のバレルねじ、可変的な頻度速度制御、エネルギー効率が良いおよび安定したyield.withのタイ・バーの設計の減力剤を堅くした。
3:きちんと最後のモードを滑らかにさせる開始および最後の型の近さスイッチの位置を調節しなさい。
型に一致させる針およびダイスを取付けなさい。手動針が遅いとき、打撃の頭部の中心を型の中心に合わせ、打撃の頭部をちょうど当る下死点でダイスに作りなさい。
切刃がダイスの端の表面からの20~30mmであるようにカッターを調節しなさい。
型および針のような冷水そして圧縮空気で回せば、機械は30分の間約フル オートでしたり、そして実際の試運転を書き入れる。
| 指定 | SLBK-55 | |
| 材料 | PE、PP、エヴァのABS、PS | |
| MAXの容器容量 | L | 2 |
| ダイスの頭部の数 | 置きなさい | 1,2,3,4,6 |
| 出力されて(乾燥した周期) | PC/HR | 1000x2 |
| 機械次元(LxWxH) | MM | 3400x2200x2200 |
| 総重量 | トン | 5T |
| 単位を締め金で止めること | ||
| 力を締め金で止めること | KN | 40 |
| プラテンの入り口の打撃 | MM | 120-400 |
| プラテンのサイズ(WxH) | MM | 260X330 |
| MAX型のサイズ(WxH) | MM | 300x330 |
| 型の厚さ | MM | 125-220 |
| 押出機の単位 | ||
| ねじ直径 | MM | 55 |
| ねじL/D比率 | L/D | 25 |
| 溶ける容量 | KG/HR | 45 |
| バレルの熱する力 | KW | 12 |
| 熱する地帯の数 | 地帯 | 3 |
| 押出機モーター評価される力 | KW | 11 |
| 頭部は死ぬ | ||
| ダイスの熱する地帯の数 | 地帯 | 2-5 |
| ダイスの暖房の力 | KW | 6 |
| 倍の中心間距離は死ぬ | MM | 130 |
| 3の中心間距離は死ぬ | MM | 80 |
| 4の中心間距離は死ぬ | MM | 60 |
| 6の中心間距離は死ぬ | MM | 60 |
| MAX DIE-PINの直径 | MM | 150 |
| 力 | ||
| MAXドライブ力 | KW | 18 |
| 総力 | KW | 32 |
| ねじのファン力 | KW | 2.4 |
| 空気圧 | MPA | 0.6 |
| 空気消費 | M3/MIN | 0.4 |
| 平均エネルギーの消費 | KW | 13 |
![]()
関連製品
当社の製品は世界中で販売されています。当社の製品の全プロセスにご安心ください。